































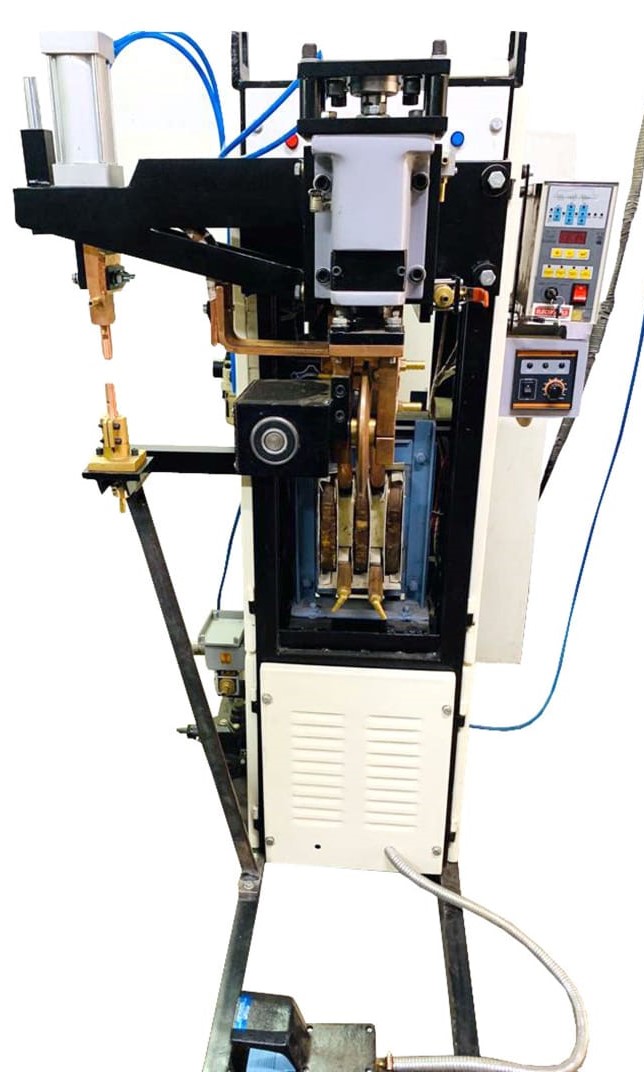
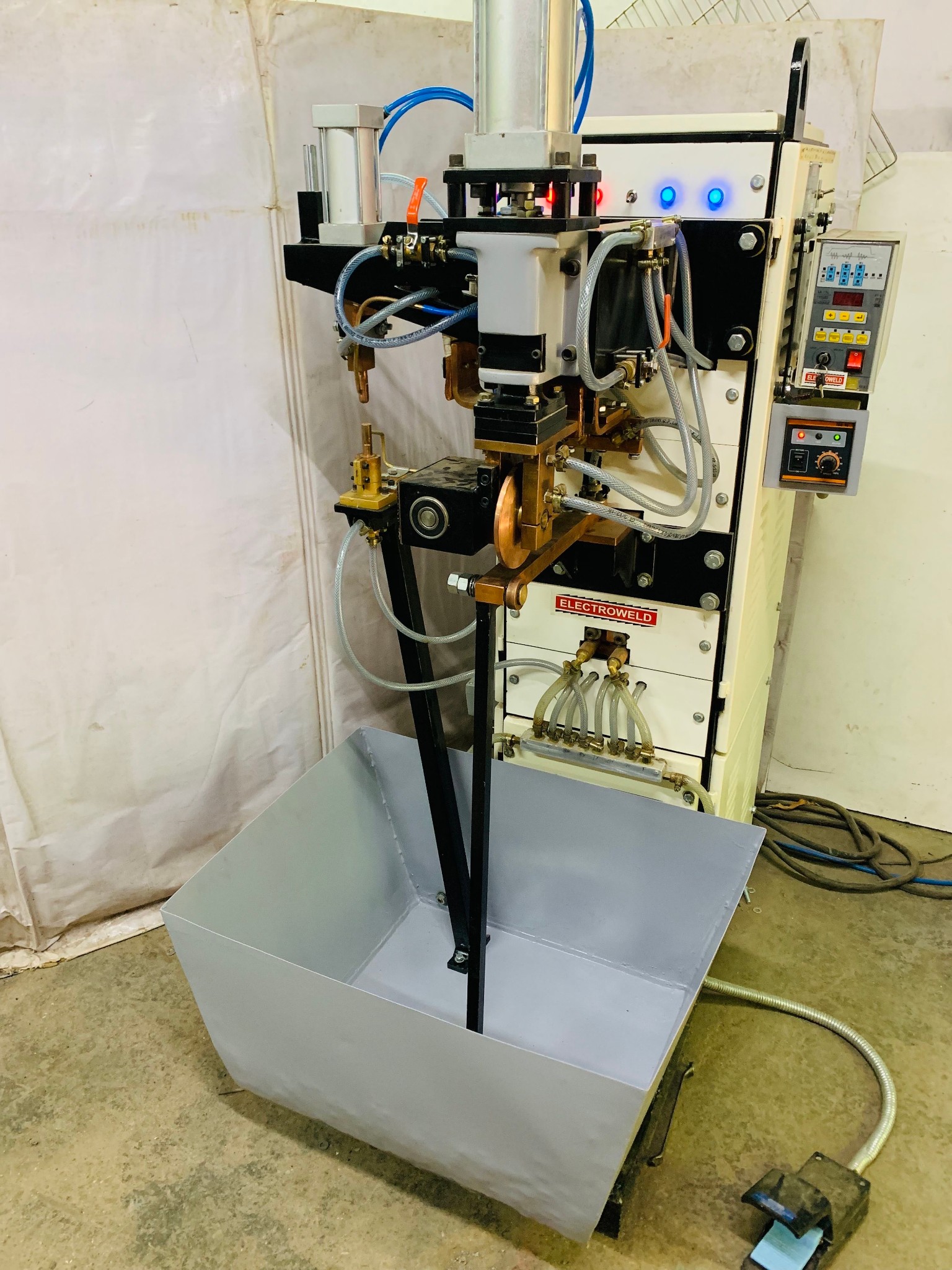






















Electroweld Spot Welder Cum Longitudinal Seam Welder 50KVA (SP50P-SMW-50L)


Electroweld industries is a leading manufacturer of resistance welding equipment, serving the industry for over 45 years. Our welding machines are designed to provide a production solution at an affordable price while ensuring reliability and low cost maintenance.
Applications: The Electroweld Spot Welder Cum Longitudinal Seam Welder is designed to provide 2 welding applications in the same machine. The Spot Welder and Seam Welder use the same transformer so only one application capability can be utilized at one time. The machine can also be designed using 2 separate transformers for each application so that both spot and seam welding stations can be used simultaneously.
1. The Longitudinal Seam Welder Application
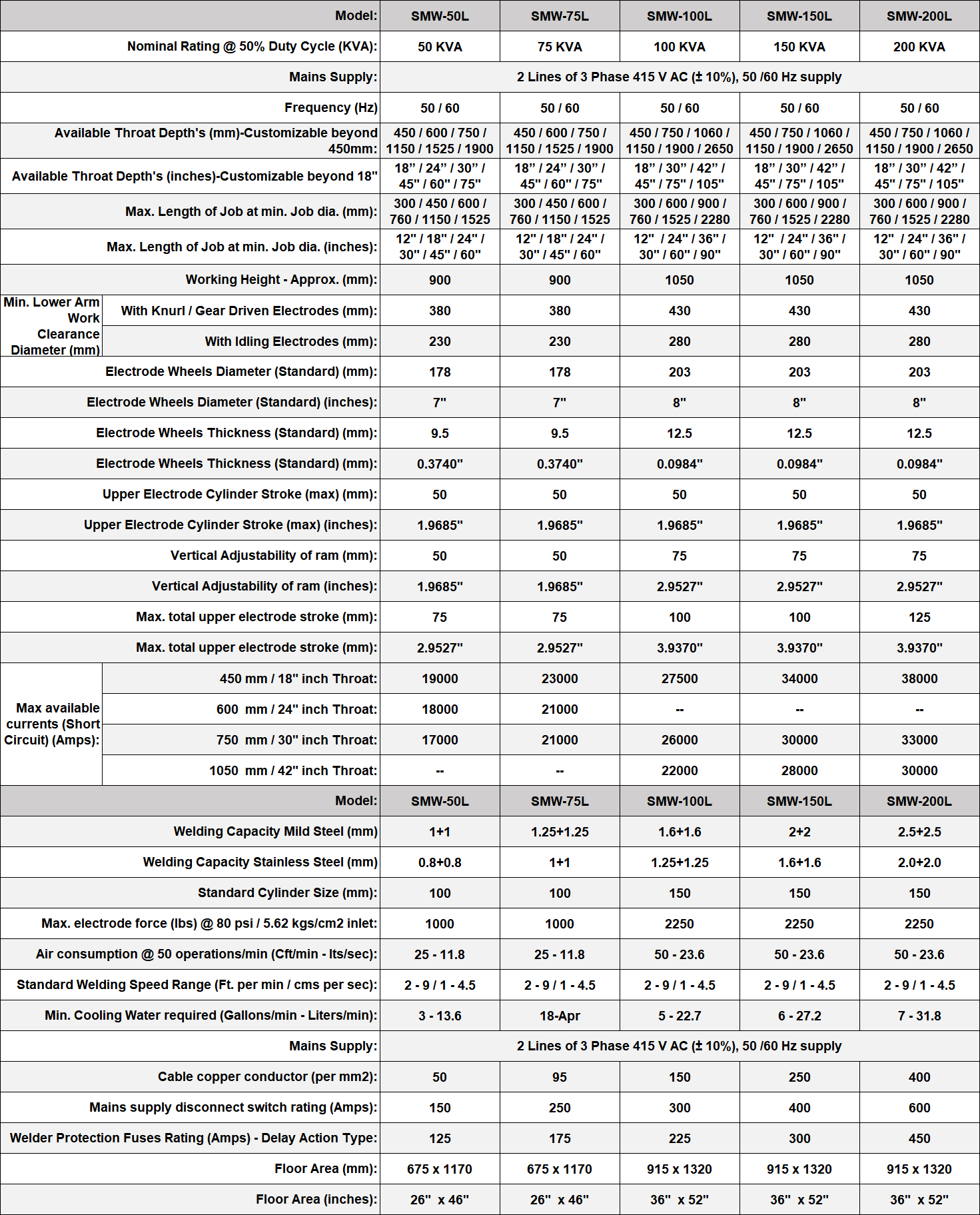
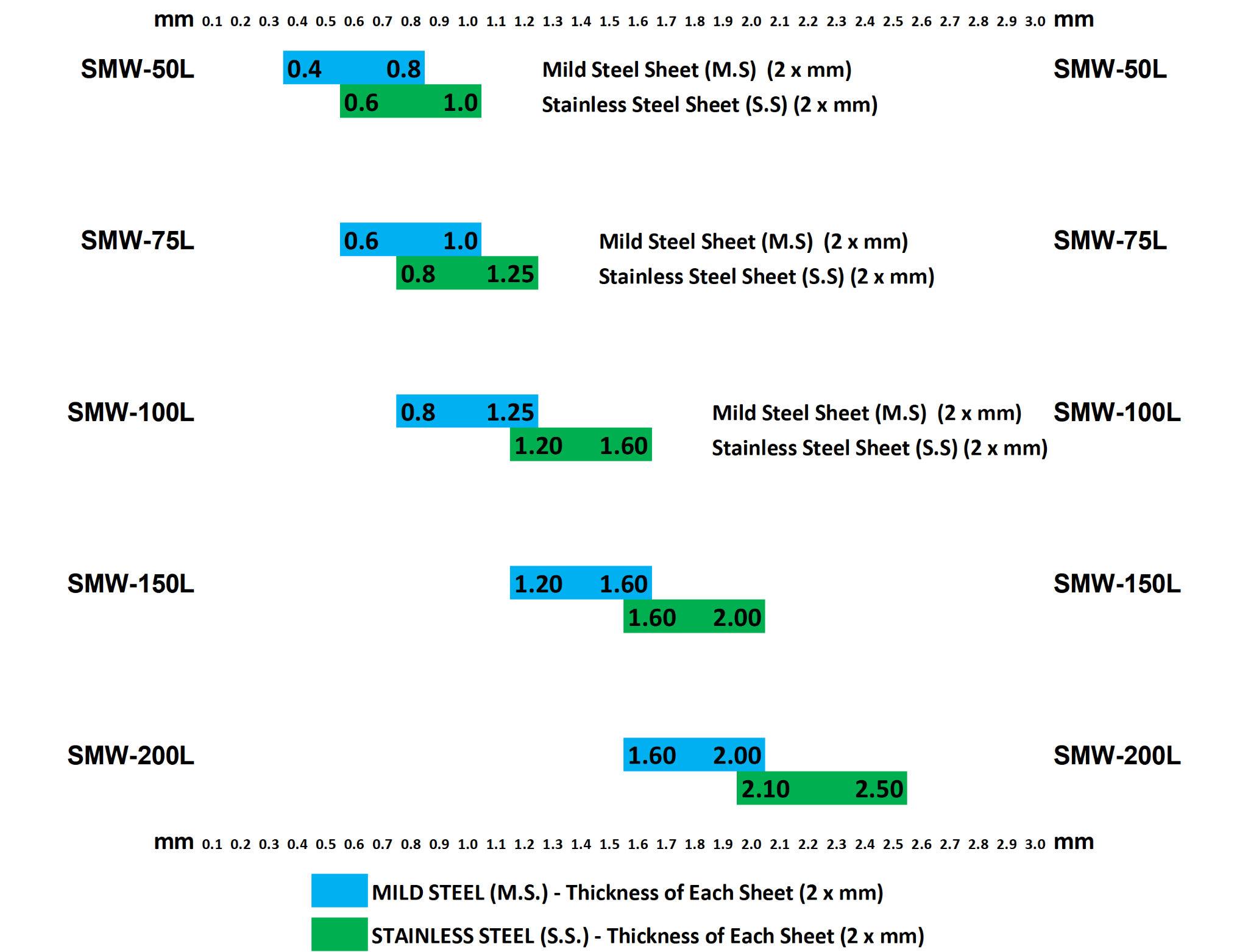
This 50 KVA Electroweld Longitudinal Seam Welder is designed for straight line seam welding of different metals with a thickness ranging from 0.8mm + 0.8mm to 1mm + 1mm. Seam welding uses a wheel-shaped electrode to make either a series of overlapping spot welds to form a continuously welded and leak tight seam - Continuous Seam Welding or a number of spot welds spaced apart – Roll-Spot Seam Welding. With Roll-Spot seam welding, the spot welds are not sealed joints. If a completely leak proof seam is required then the frequency is increased and a continuous seam is created.
Resistance seam welding finds its application in the assembly of fuel tanks as it needs to be liquid-tight. It is also used for welding parts of vessels that need to be water or airtight. The other common application is in welding pipes and tubes. Resistance seam welding is especially used in this field because it doesn’t use any fusion metals in the process. Hence, there are no weld beads that would ruin the aesthetics of the tubes or pipes. Seam welding is also used in manufacturing sheet metal tanks used as containers for kerosene, gasoline, and other fluids. Both the airtight and liquid-tight welds play a role in such an application. Used in Seam welding a variety of materials for all types of Drums. Barrels. Cans, Tins. Transformers-Radiators, Fuel Tanks. Mufflers. Utensils. Small Pipes etc. Users include manufacturing of filter elements, electric motors, automotive exhaust, vacuum components, water tanks, cryogenic vessels, aircraft components, flexible metal hose, etc.
Electroweld Spot Welder Cum Longitudinal Seam Welder 50KVA (SP50P-SMW-50L)
-Weldability Sheet Thickness (mm): M.S Sheet- 1.0mm + 1.0mm, 19 AWG, 19 SWG
-Weldability Sheet Thickness (mm): S.S Sheet- 0.8mm + 0.8mm, 21 AWG, 22 SWG
Weldable Materials: Low Carbon Steel, High Carbon Steel, Galvinised Steel, Tin Plate ,Nickel Alloy, High-Temp Alloy, Aluminum Alloy, Titanium, Brass, Copper.
Advantages of Seam welding:
1. Airtight welds: One of the most important characteristics of a continuous weld is that it can create airtight and watertight seals. This is very important in creating metal structures that need air or water leakage protection, like air or liquid-tight vessels.
2. Fast weld process: Weld is possible at high speeds. The process can be fully automated, making it a highly repeatable process and faster than other alternatives like spot welding.
3. No filler/flux required: The weld is possible without using any filler or flux material.
4. It is possible to produce single seam welds and parallel seams simultaneously.The joints created using this welding technique are usually strong and robust.
Types of Seam Welding:
The 2 main types of Seam Welding - Intermittent and Continuous Seam Welding are very similar. In fact they can be run on the same machine. The only difference is the spacing of the weld. A change in the machine settings could produce either weld.
1. Continuous Seam welding:
In this welding technique, the electrodes rotate at a consistent and predetermined speed. This is done to create an overlapping weld. To achieve this type of weld timed current impulses are needed to create an overlapping weld. Standard seam welding produces continuous and leak-proof welds. Usually, these final uninterrupted welds can be achieved by carefully rotating the wheel electrodes on the workpiece and using continuous current pulses. Seam welding especially in a continuous mode can be a major power consumer. It can really be surprising the first time you see a drum or dishwasher water tight weld being welded. It may look and sound like the machine is welding continuously but it is not. The equipment is designed for a maximum 50% duty cycle and should not exceed that rating during continous operatuon.
2. Intermittent Seam welding:
Roll Spot Weld is a type of Intermittent Welding. In intermittent seam welding, the current pulses are passed intermittently. The current pulses combined with the pressure created by the wheels create separate spot welds.The pulse frequency of the current determines the spot weld spacing.This type of welding allows the workpiece to move from one weld position to another.This type of seam welding is suited to welding thicker materials and in particular those that are resistant to continuous seam welding. For tack welding the spots are set further apart. With intermittent seam welding, the spot welds are not sealed joints. If a completely leak proof seam is required then the frequency is increased and a continuous seam is created.
Construction: The machines are constructed with sturdy, all welded steel plate fabrication, suitably braced and stiffened at points of stress. Water Cooled welding transformer having core of high grade electrical steel, primary and secondary coils of solid electrolytic copper of ample section, heavy duty class 'F' insulated and vacuum impregnated, suitable to withstand continuous temperatures of 155 degree Celsius. The transformer is fitted inside the body and upper electrode arm mounted directly on to the body.
WELDING CURRENT ADJUSTMENT: Transformer Primary coil provided with taps brought out to tap change links for adjustment of welding current in 8 steps from 55-100% Tap change link control is enclosed behind machine door.
ELECTRODES: Circular Disc type Top and Bottom welding Wheels, of diameter as specified, having easily detachable type bearings to facilitate replacement. One pair of Welding Wheels supplied with the machine.
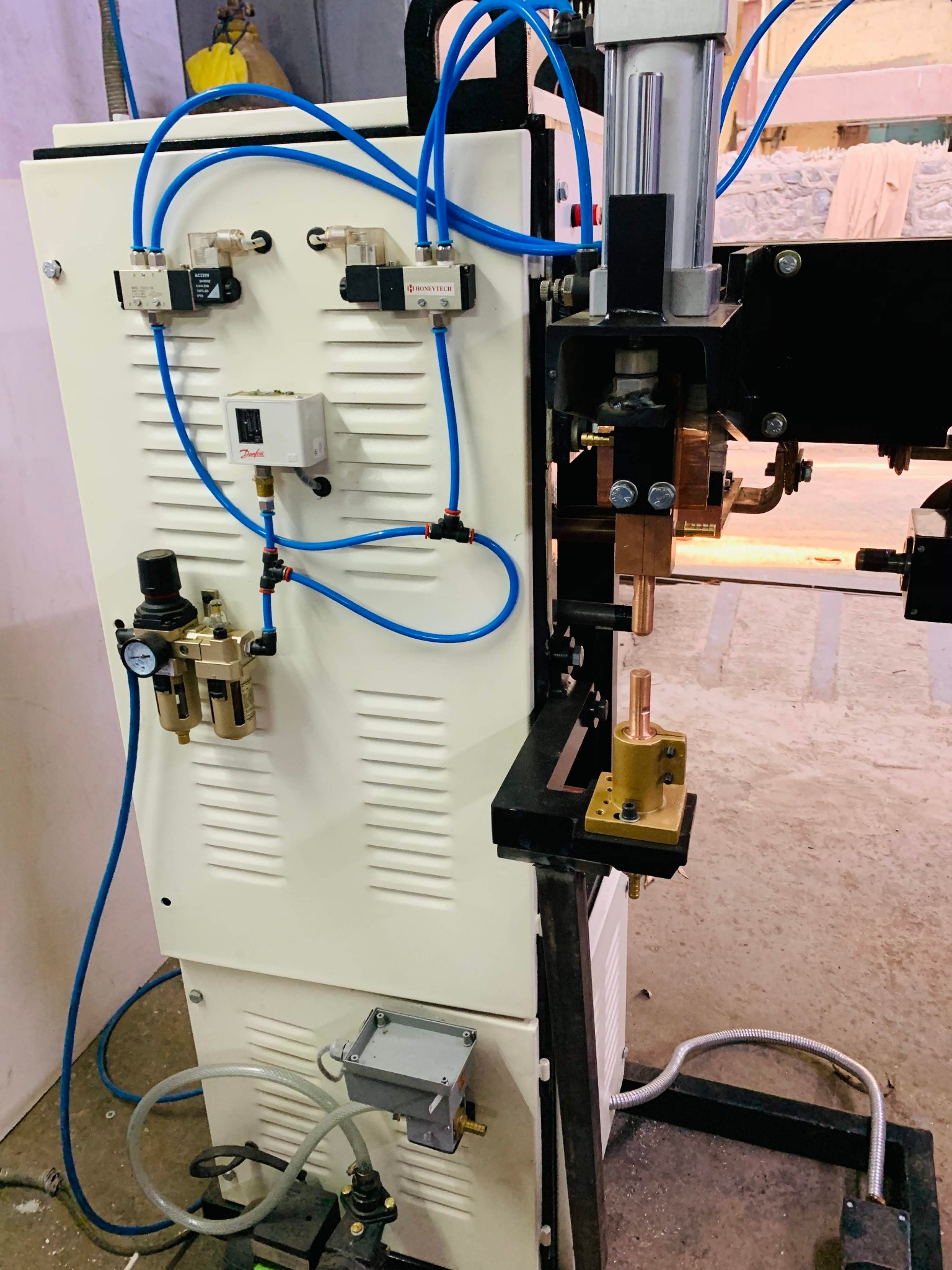
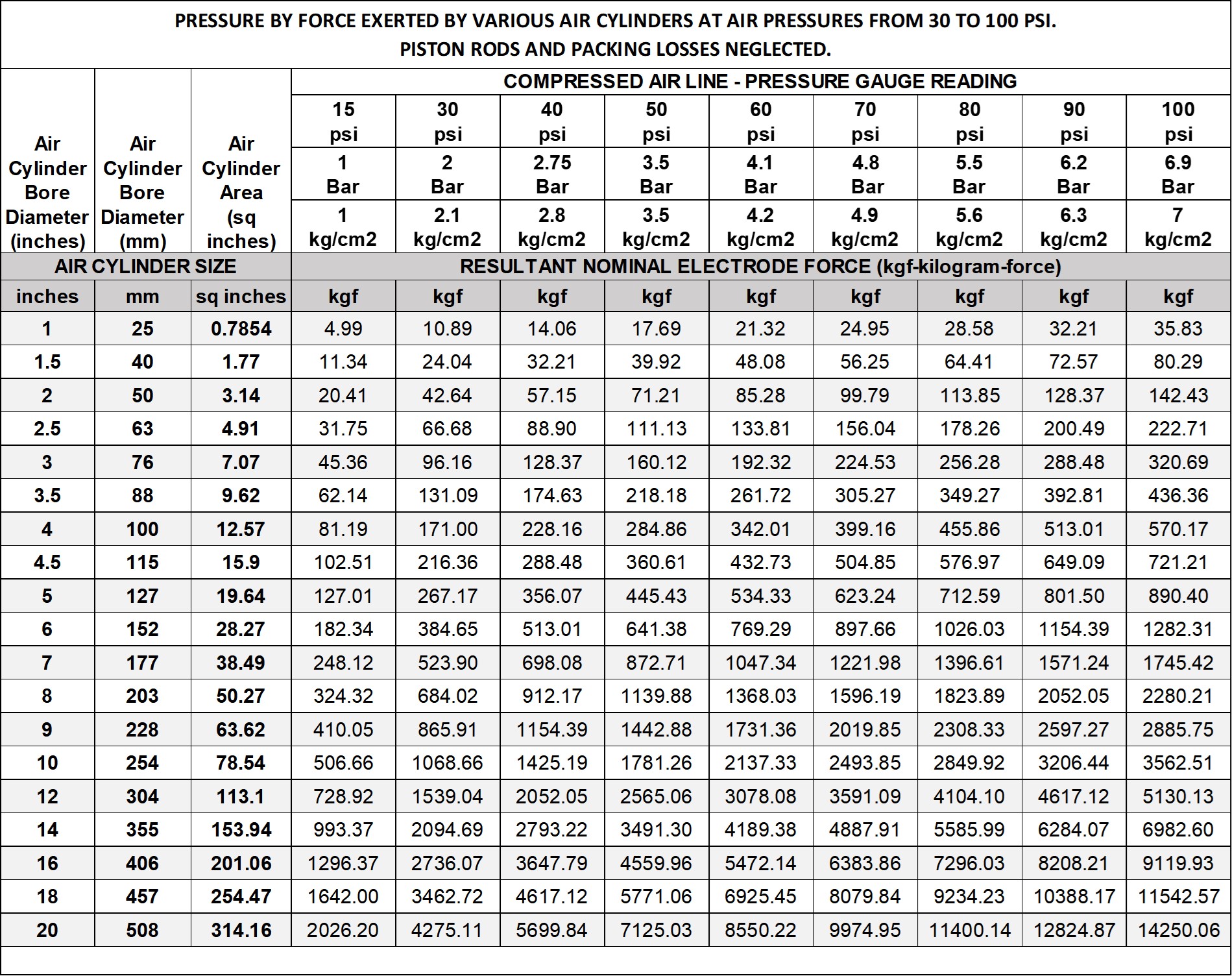
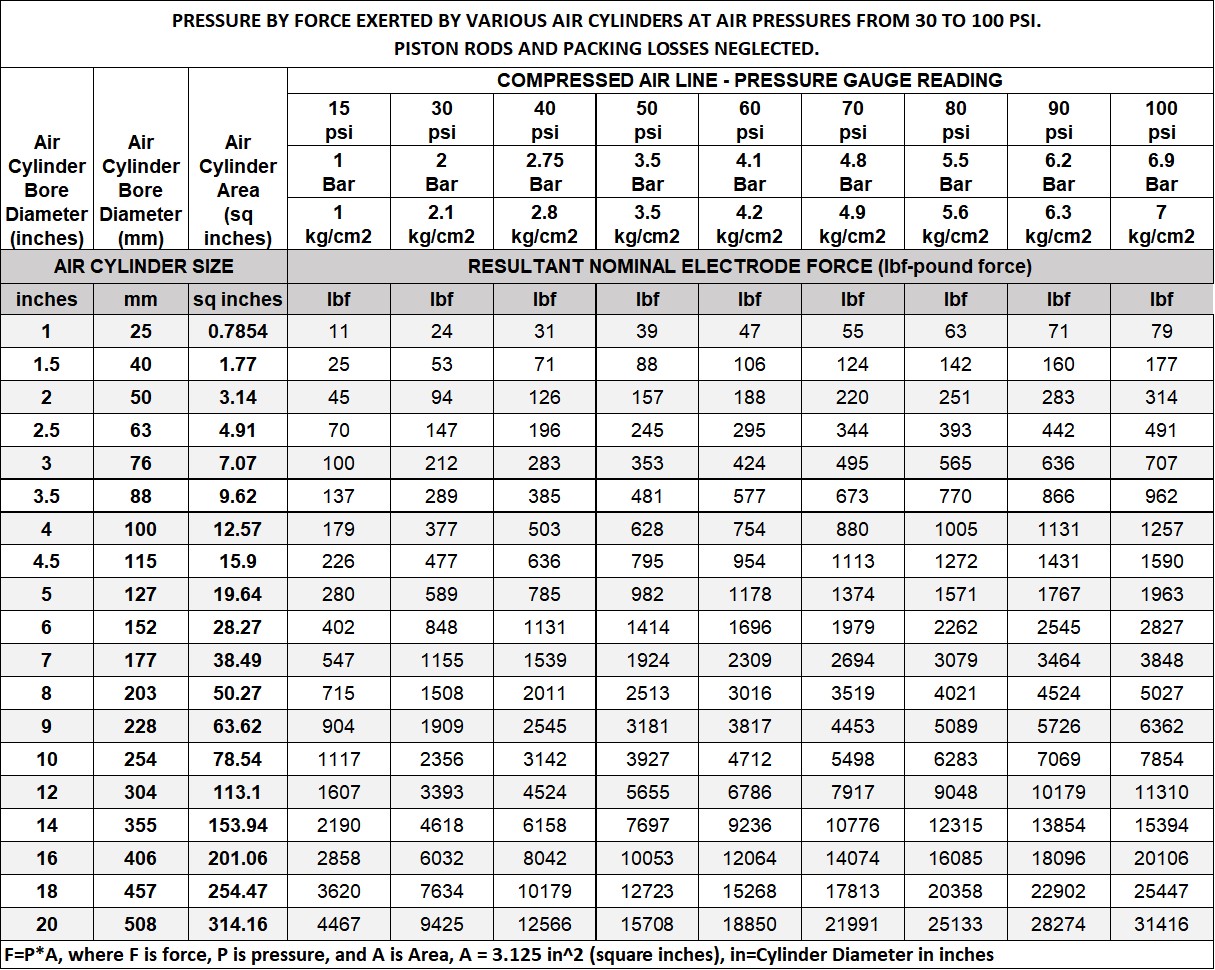
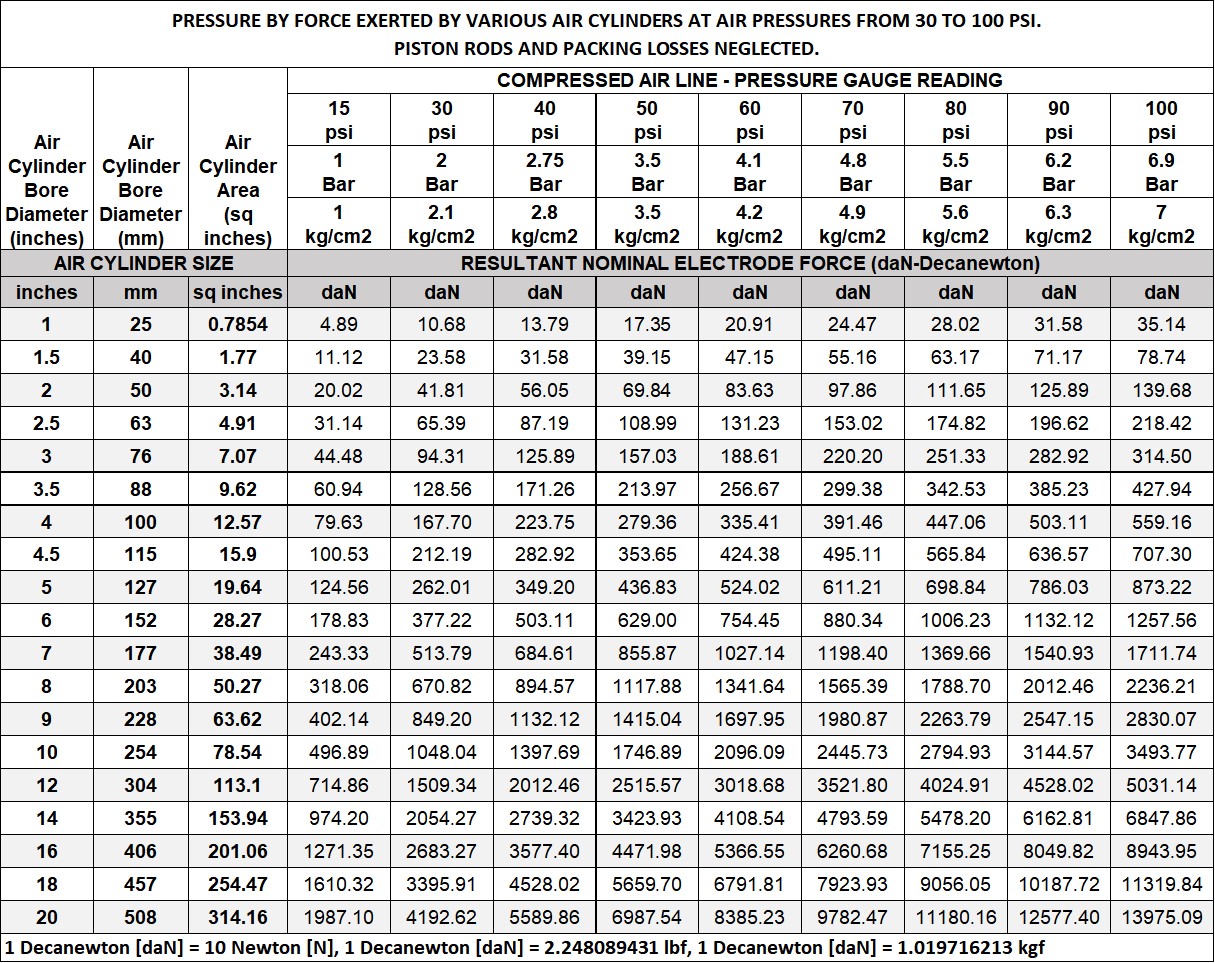
ELECTRODE CONTROL: Upper ram of precision low inertia anti-friction type provided with wear compensating features and actuated via a quick follow device by a heavy duty 2-way pneumatic cylinder controlled by an electrically operated solenoid valve. Compressed air at 15 to 110 p.s.i. acting on the pneumatic cylinder provides the necessary electrode force.
ELECTRODE FORCE: By Air Pressure Regulating Valve provided on the Machine.
ELECTRODE DRIVE: Variable speed, reversible gear drive provided on Top or Bottom as required. Drive power from a built in 230 Volt. 1 Phase. PMDC Motor, through variable speed reduction gearing to provide smooth and step-less variation of the welding speed as specified.
ELECTRONIC SEAM WELDING CONTROL:
(A) Thyristorised synchronous electronic sequence timer consisting of: Squeeze, weld, forge, off and heat control unit range 1-99 c/s. This is a standard controller offering.
(B) Solid State - three timers provided for squeeze, weld and forge timings - short range 5 - 50 cycles - long range 1 - 10 seconds (50 to 500 cycles). This is a standard controller offering.
(C) Optional Electroweld AY-01 Digital Timer with capability to store upto 25 different weld schedules. This option will replace the standard controller at an additional cost.
(D) Optional Forwel AK-54V Constant Current Digital Controller with capability to store and recall upto 15 different weld schedules (additional cost). This option will replace the standard controller at an additional cost.
ELECTRONIC DC DRIVE CONTROL:
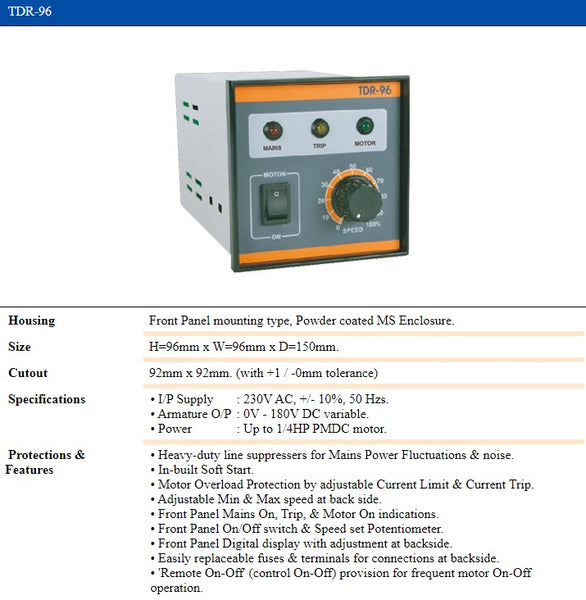
(A) TDR-96: Seam Welder Wheel DC Drive Controller. This is a standard controller offering.
* Power Requirement is 415V AC 50/60Hz(Price includes customization as per requirement before shipping)
**Seam Welders upto 30KVA can operate on either 2 Lines/Phases 220V (+10%/-10%) or 400V (+10%/-10%) 50/60Hz
***Seam Welders greater than 30KVA can only operate on 2 Lines/Phases 400V (+10%/-10%) 50/60Hz
**Standard Throat Depth is 18" (Customizable to 18” / 24” / 30” / 36” / 48” / 50" / 60" at an additional charge before shipment.***Maximum lenghth of straight line welding job on this welder is 12" - Customizable by ordering the machine with the corresponding throat depth.
****Additional set of spares and consumables can be quoted to be added to the shipment as required
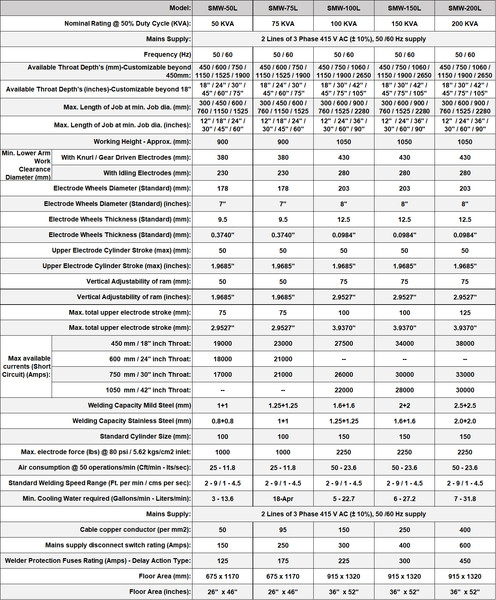
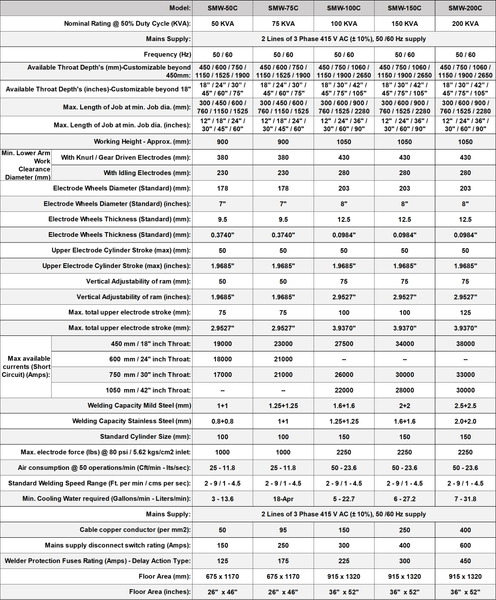
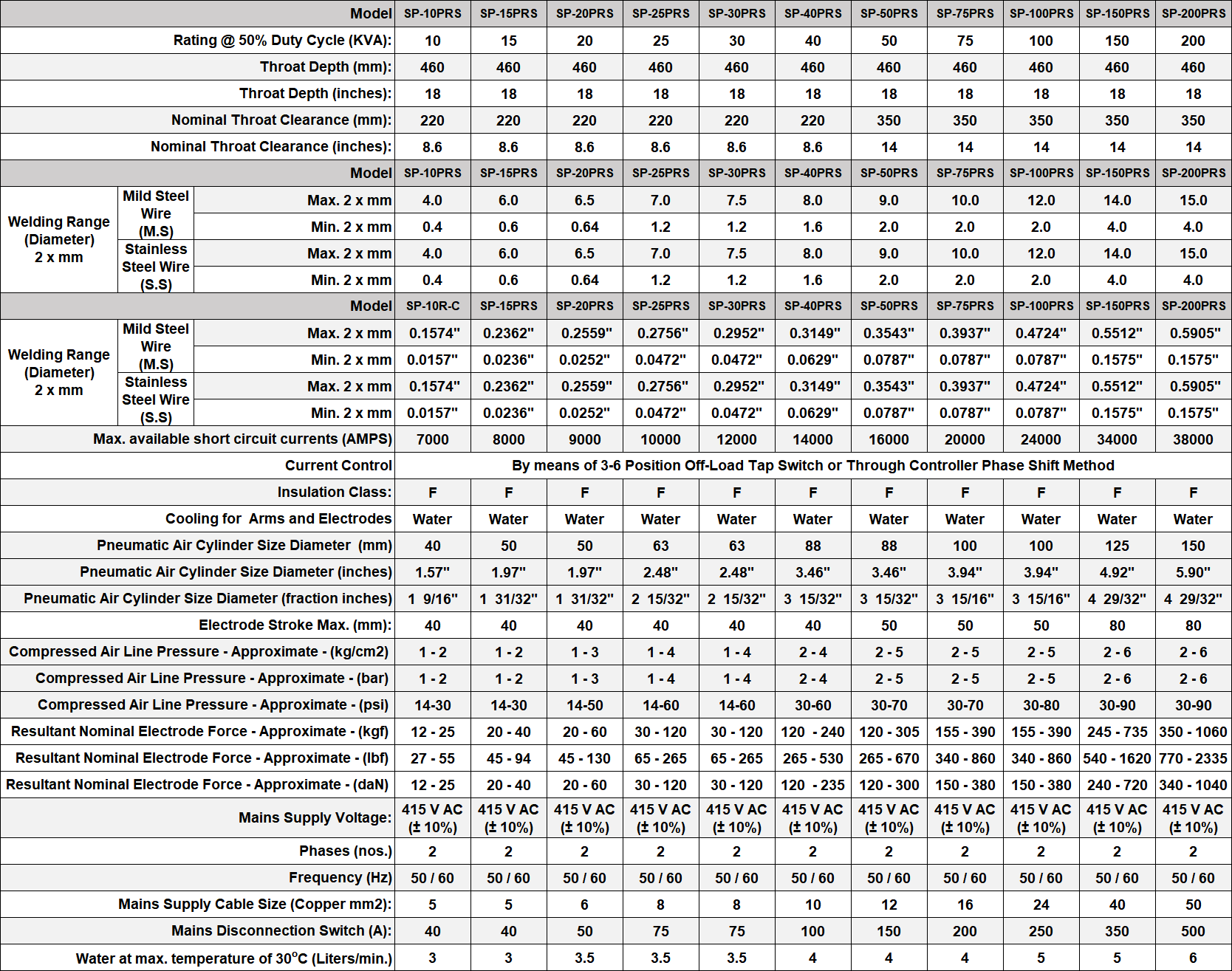
Specifications Table:
What is Seam Welding?
Resistance Seam Welding is a procedure that entails the joining of two similar metals. Seam welding uses a wheel-shaped electrode to make either a series of overlapping spot welds to form a continuously welded and leak tight seam - Continuous Seam Welding OR a number of spot welds spaced apart – Roll-Spot Seam Welding. The requirements on electrodes and surface finish are the same as for spot welding. The shunt effect of the closely spaced nuggets and the short weld times mean that higher currents are necessary than for spot welds. The welding force should be proportional to the hardness of the materials. Hence, harder metals need more welding force compared to softer metals. Thickness limitations: There are limitations when it comes to the thickness of the sheets because seam welding can become quite cumbersome when the thickness of a single sheet is more than 3mm. Note:When welding two different material thicknesses to one another (0.060” to 0.125”, for example), go by the thinner of the two materials. We are essentially welding the thin to the thick material. This works to our advantage as one can use a smaller KVA rated machine.
How to choose seam weld electrode wheel material?
The type of electrodes used in resistance seam welding is dependent on the material that is to be welded :
1. RWMA Class 2 CuCrZr seam welding wheels are usually used to weld steel alloys,galvanized steel.
2. RWMA Class 3(C18000 CuNiSiCr),C17510 CuNiBe seam weld wheel should be used to weld stainless steel.
3. CuCr (RWMA class 2,C18200) seam weld wheels are ideal material to weld hot-rolled steel.
4. RWMA Class 1 CuZr Copper Zirconium – C15000 seam welding wheels are used to weld highly conductive softer materials (Aluminum).
2. Press Type Projection/Spot Welder Application
The Projection/Spot welder Station is designed for Spot / Projection Welding, Electro-Brazing, Cross Wire Welding, Sheet Metal- 2-ply or Multi-ply, Mark-less Welding, Resistance Heating and Soldering. Capable of Welding Low Carbon Steel,High Carbon Steel,High Strength Steel,Nickel Alloy,High-Temp Alloy,Titanium. Confirmation of weldability of other materials can be provided on request.
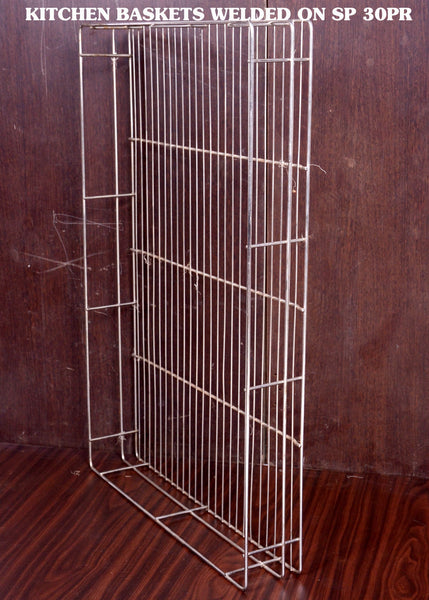
Users Include: General engineering work-shops, makers of furniture, electrical instruments, containers, barrels and drums, telephone, radio communication devices, clocks, kitchenware, textile machinery and spares, automobiles, bicycles, motor-cycles, scooters, auto-ancillaries, toys, air-conditioners, refrigerators, transformers, motor, switch gear, etc.
Electroweld Press Type Projection/Spot Welder 50KVA @ 50% Duty Cycle (SP-50PR)
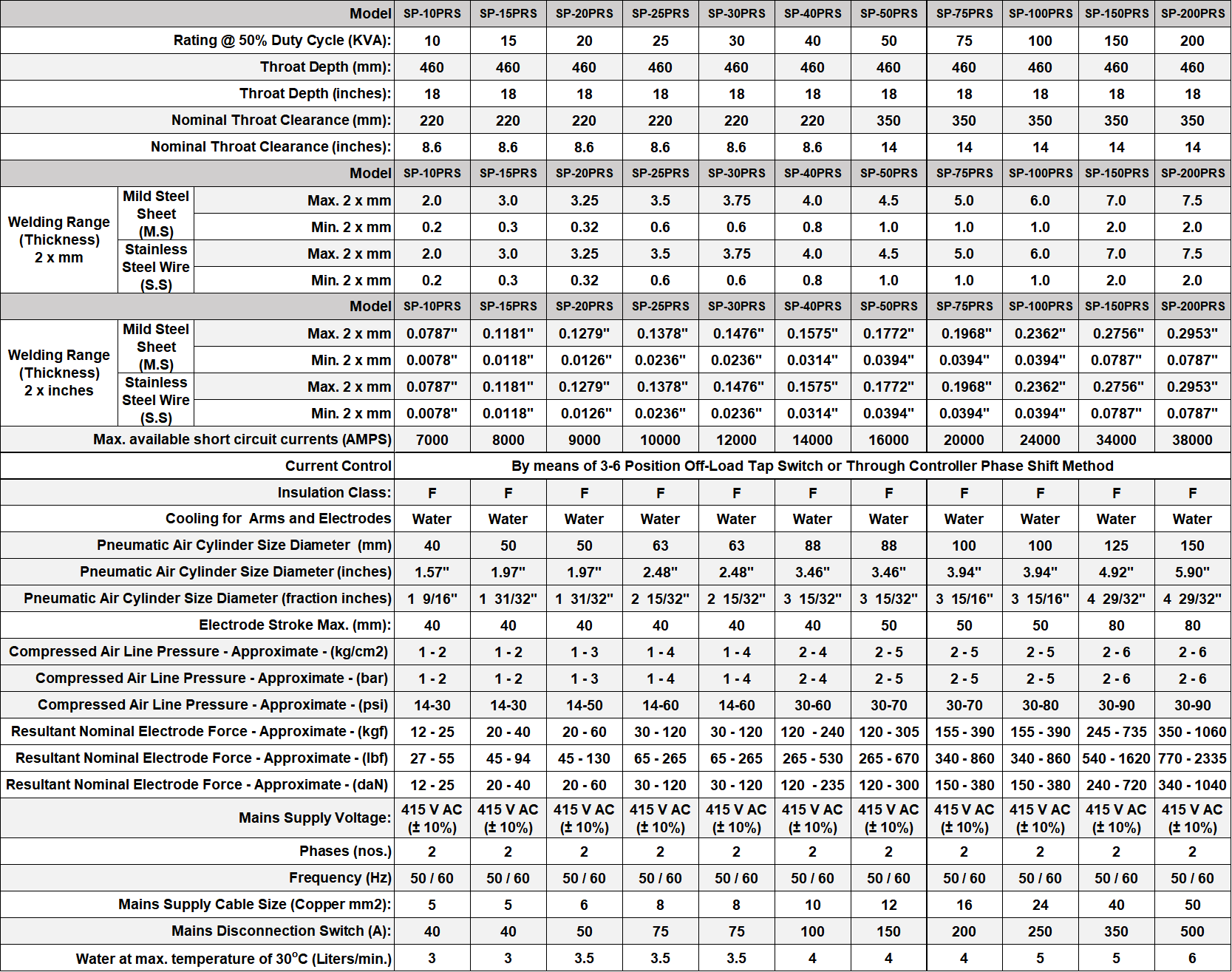
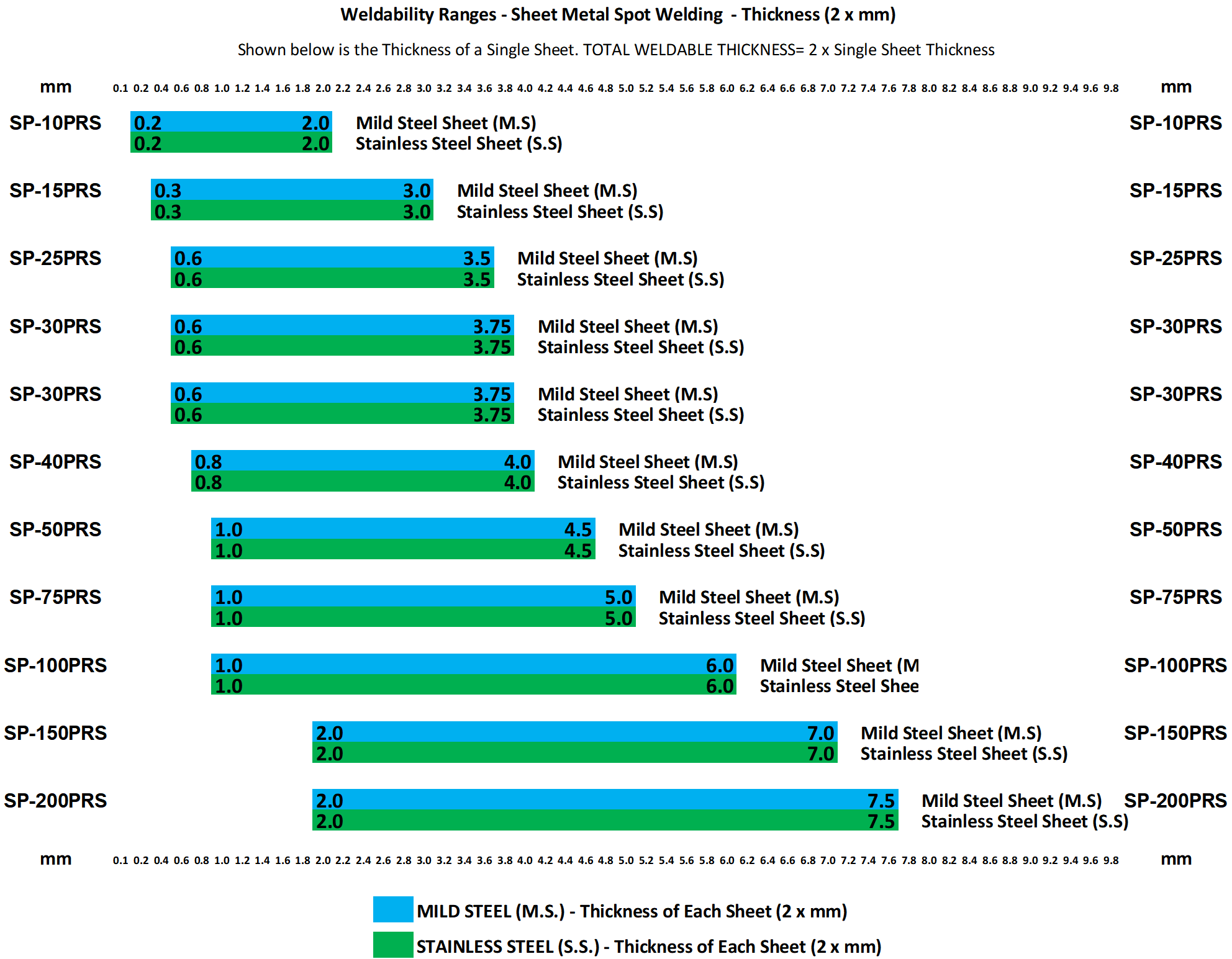
-(Weldability Sheet Thickness (2 x mm): S.S/M.S Sheet- 1.0mm-4.5mm, 7-19 SWG, 7-19 AWG)
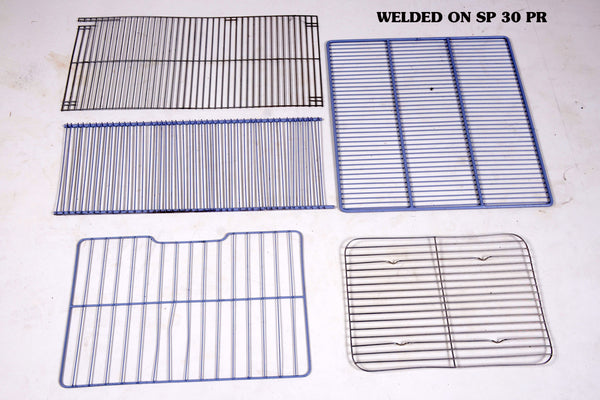
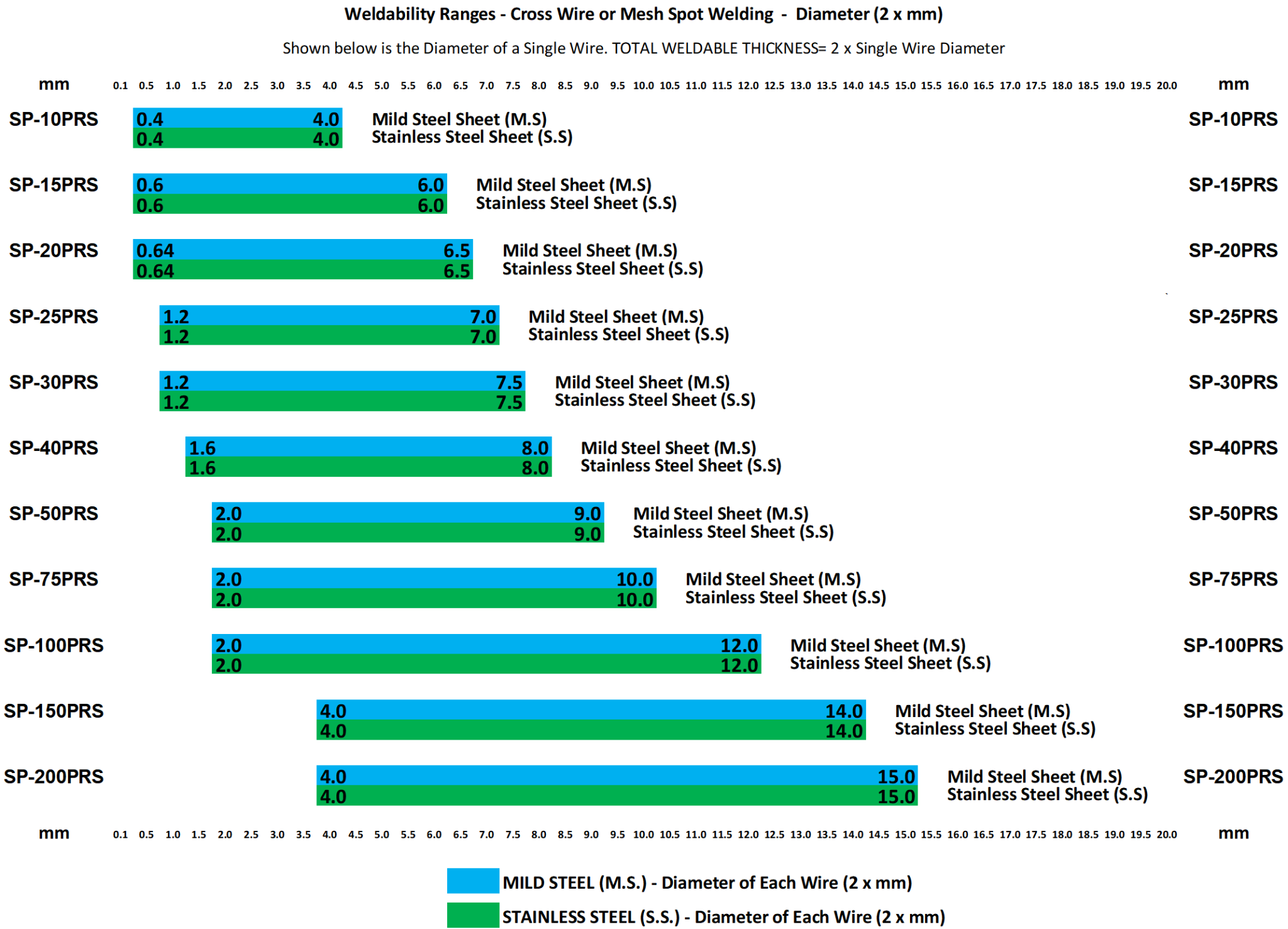
-(Weldability Cross Wire/Mesh Application-Wire Diameter (2 x mm): 2.0mm-9.0mm,Approx. double the weldability ranges indicated above)
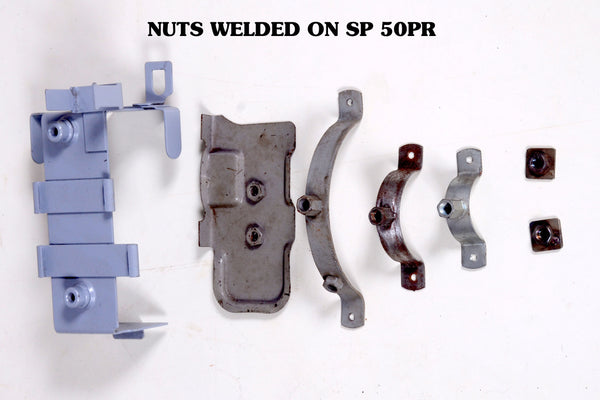
-(Weldability S.S/M.S Projection Weld Nut or Weld Bolt on S.S/M.S Sheet with Thickness-1mm-4mm: M8-M16)
Construction : Heavily fabricated with streamlined appearance, suitably stiffened at points of stress. The transformer is mounted directly on to the body and the bearings for the arm are provided in the same.
Cooling System: Electrodes, Electrode holders secondary water cooled, water required to be free from residue forming impurities and at a temperature of less than 30* C or 85* F. If water temperature is higher, increased water flow is required.
Electrodes: One pair Morse Taper II straight electrodes supplied as standard with the machine, Other types available on request.
Adjustment of Electrode Force : By means of Air Pressure. The force is adjustable and gives a constant force from 1-5 Kg Cm!by Pneumatic Cylinder, adjusted by Regulating Valve.
Adjustment of Electrode Stroke: By vertical adjustment of electrode holder.
Current Control: By means of 3/6 tap change links between 50% and 100% also fine setting through controller
Weld Initiation: By means of Foot Switch which initiates the weld only after preset pressure is built up.
Electronic Control:
(A) Thyristorised synchronous electronic sequence timer consisting of: Squeeze, weld, forge, off and heat control unit range 1-99 c/s. This is a standard controller offering.
(B) Solid State - three timers provided for squeeze, weld and forge timings - short range 5 - 50 cycles - long range 1 - 10 seconds (50 to 500 cycles). This is a standard controller offering.
(C) Optional Electroweld AY-01 Digital Timer with capability to store upto 25 different weld schedules. This option will replace the standard controller at an additional cost.
(D) Optional Forwel AK-54V Constant Current Digital Controller with capability to store and recall upto 15 different weld schedules (additional cost). This option will replace the standard controller at an additional cost.
*Weldable Materials-Low Carbon Steel,High Carbon Steel,High Strength Steel,Nickel Alloy,High-Temp Alloy,Titanium,Bronze,Brass
Note: For Bronze and Brass the Weldable thickness reduces and specs are available in table below
* Galvanized Steel Sheet Spot Welding- Galvanizing is a coating of zinc metal that is applied to the steel when it is manufactured, either in a hot dipped fashion or by electroplating. Zinc, when used as a galvanizing coating, protects steel from rust. Galvanized steel requires about 25% more horse power than non-galvanized steel. Weld time and/or weld power need to be increased to spot weld Galvanized steel. Select a higher KVA machine to account for the increased power requirement for spot welding Galvanized steel.
* Power Requirement is 415V AC 50/60Hz(Price includes customization as per requirement before shipping)
**Spot Welders upto 30KVA can operate on either 2 Lines/Phases 220V (+10%/-10%) or 400V (+10%/-10%) 50/60Hz
***Spot Welders greater than 30KVA can only operate on 2 Lines/Phases 400V (+10%/-10%) 50/60Hz
** Standard Throat Depth is 18" or 460mm (Customizable to 12” / 18” / 24” / 30” / 36” / 48” / 60” / 72” at an additional charge)
***Standard Electroweld Micro Processor Controller with 3 timers for squeeze, weld & forge timing
***INCLUDED Standard Coolant Re-circulator Water Pump which is required for proper operation. Specs - 220V/415V 1/3 Ph 220V/440V
****Additional set of spares and consumables can be quoted to be added to the shipment as required
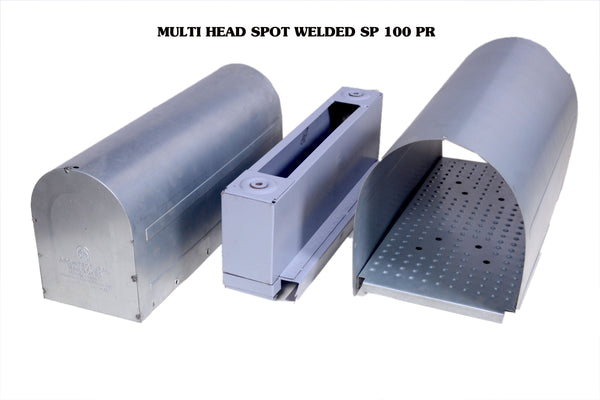
****This machine can also be customized to integrate separate transformers and timer controls for each Weld-Head at an additional cost. This will enable capability to weld 2 parts with different weld setups simultaneously. Save time and effort by finishing the job simultaneously. No more queueing parts, staging, or running the same part on two different welders. Additionally the multiple transformer-multiple weld head strategy could also be used to optimize utilization of existing power capacity available at your factory whereas a higher KVA machine doing the same set of simultaneous welds could require a new higher capacity power connection.
****The following specifications Table is for Single Head Welders with a single transformer. It is only provided here as a reference. With multiple heads, the rating of the machine and weldability varies depending on the number of transformers integrated in the machine and the number of welding heads used simultaneously in the weld sequence. Please contact us for weld specifications customized to your application.
*****For example a 50 KVA Press Type Projection/Spot Welding Machine with 2 Welding Heads would result in each Welding Head having the welding capacity equivalent to a 25 KVA Machine. Similarly in order to size the transformer for a Multiple Head Projection/Spot Welding Machine, we need to take the base KVA rating of a single head machine capable of welding the required part and multiply that KVA rating with the number of Welding Heads to come up with a composite KVA rating for the Multiple Head Projection/Spot Welding Machine.
Note: * Maximum material welding thicknesses are always estimates. Variables such as Electrode Throat Depth, Electrode Throat Clearance, tooling, shunt or cable length, welder distance from primary, and other compounding variables can positively or negatively affect this number.
Note: * Maximum material welding thicknesses are always estimates. Variables such as Electrode Throat Depth, Electrode Throat Clearance, tooling, shunt or cable length, welder distance from primary, and other compounding variables can positively or negatively affect this number.
The weldability of your application can be checked with the Electroweld KVA-mm-SWG-AWG Mapping Table for MS/SS available HERE
The Electroweld Projection Spot Welder Weldability Table with SWG-mm-KVA Mapping is available HERE
The Electroweld Projection Spot Welder Weldability Table with AWG-mm-KVA Mapping is available HERE
Operatonal Video for the Electroweld Spot Welder Cum Longitudinal Seam Welder

Electroweld Spot Welder Cum Longitudinal Seam Welder YouTube

Listed price includes supplier paid shipping via CIF – Cost, insurance, and freight (named port of destination).
Any additional brokerage, customs, and duty fees associated with international shipments are the customer's responsibility and are not included
All return shipments including international return shipments would be at the cost of the buyer
We accept Paypal
The Warranty Information for ELECTROWELD INDUSTRIES products is available HERE
The TERMS & CONDITIONS for ELECTROWELD INDUSTRIES products is available HERE
Standard Incoterms Information on included shipping to destination port via CIF (Cost, insurance, and freight) is available HERE
- The machines will be shipped 2-3 weeks after clearance of payment.
- Shipping times may vary depending on any custom modifications and complexity of the request.
- Shipping times may vary depending on larger than 2 Qty of machines ordered in a shipment
- Additional spares and consumables can be ordered separately to be shipped together with the machines
- Standard one year warranty with the faulty machine shipped to factory and back to buyer after repairs both at buyers expense
- Cost, insurance, and freight (CIF) is an expense paid by a seller to cover the costs, insurance, and freight of a buyer's order while it is in transit. The goods are exported to a port named in the sales contract. Until the goods are fully loaded onto a transport ship, the seller bears the costs of any loss or damage to the product. Further, if the product requires additional customs duties, export paperwork, or inspections or rerouting, the seller must cover these expenses. Once the freight loads, the buyer becomes responsible for all other costs.
+
Frequently Asked Questions (FAQ's) :
For Price Quote Requests please send an email with your welding machine requirements to sales@electroweld.com
or
Submit the Price Quote Request via the following link:
![]()
For direct help with selecting the right machine for your welding requirements and application you can also Book an Online Zoom Meeting with our Electroweld Sales Engineers or Call Us directly at the phone numbers listed below.
Electroweld Industries
5, Hira Compound, R.C Marg, Chembur, Mumbai, INDIA - 400074
Call (India Office): +91 222 522 6180, +91-9702579330
Mobile/Whatsapp: +91-9820160332
Call (USA/Mexico Sales): +1 (214)-636-3048
Email: sales@electroweld.com
Drop us a line and we’ll get back to you as soon as possible
An online order can be placed directly on the Electroweld Online Store by adding your Machine to the Cart and completing the order forms during the checkout process.
Note: At the end of the checkout process you will have the option of completing the payment via Paypal or you can choose to place the online order without the payment details. We will contact you separately on receiving the online order and discuss the payment method offline.
or
Purchase Order can also be directly submitted via sales@electroweld.com or Fax: + 91-22-25272731.
For ordering parts please send an email to sales@electroweld.com with the Machine Model Number and the requested Part Name/Number (or picture of the part). We will revert back with the part pricing and order completion details.
Note: The machines will be available for shipping FOB / CIF Ex-Works , 4 weeks after clearance of payment. We can only put your order into production once the payment has been cleared.
Payments can be processed either via PAYPAL using the link: https://paypal.me/electroweld74
OR
Request Payment Instructions for Wire Transfer or Cashiers Check when submitting your purchase order by sending an email to sales@electroweld.com
- The order will ship as per our quotation post receipt and clearance of payment. Shipping times may vary depending on any customization of the machine needed for your application and any additional charges will be added to the final invoice. Please send any customization requests to sales@electroweld.com
- For International Orders the listed price includes supplier paid shipping via CIF – Cost, insurance, and freight (named port of destination). FOB or DAP quotes available on request
- Cost, insurance, and freight (CIF) is an expense paid by a seller to cover the costs, insurance, and freight of a buyer's order while it is in transit. The goods are exported to a port named in the sales contract. Until the goods are fully loaded onto a transport ship, the seller bears the costs of any loss or damage to the product. Further, if the product requires additional customs duties, export paperwork, or inspections or rerouting, the seller must cover these expenses. Once the freight loads, the buyer becomes responsible for all other costs.
- Any additional brokerage, customs, and duty fees associated with international shipments are the customer's responsibility and are not included.
FREE International Shipping to your nearest port via sea shipment (CIF-Named Port of Destination). This ensures your end cost of shipping is equivalent to buying your machine locally from a dealer in your country. Separately shipping costs for all local orders within INDIA are quoted during Invoicing
- Machines are usually ready to ship within 4-weeks of Payment Clearance. Additional time might be taken for certain complex customization requests.
- We send actual videos of operation, showing the working of your machine and welding of any sample parts as per your requirements to the email address on the invoice before shipment.
- We also ensure that the machines are crated and packed as per shipping requirements to your country of delivery.
- Tracking details will be sent out via Email or SMS when available.
- For International Orders the listed price includes supplier paid shipping via CIF – Cost, insurance, and freight (named port of destination). FOB or DAP quotes available on request
- Cost, insurance, and freight (CIF) is an expense paid by a seller to cover the costs, insurance, and freight of a buyer's order while it is in transit. The goods are exported to a port named in the sales contract. Until the goods are fully loaded onto a transport ship, the seller bears the costs of any loss or damage to the product. Further, if the product requires additional customs duties, export paperwork, or inspections or rerouting, the seller must cover these expenses. Once the freight loads, the buyer becomes responsible for all other costs.
- Any additional brokerage, customs, and duty fees associated with international shipments are the customer's responsibility and are not included.
Standard Incoterms Information on included shipping to destination port via CIF (Cost, insurance, and freight) is available HEREWARRANTY:
We take pride in the quality and reliability of our well engineered Welding Machines . Our machines come with a Standard ONE Year Parts and Labor Warranty.
EXTENDED WARRANTY:


We also provide 1YR and 2YR Extended Warranty Options for purchase, which can give you further peace of mind on your equipment purchase.
For Extended Warranty Quote Requests please send an email with your extended term requirements to sales@electroweld.com
The Warranty Information for ELECTROWELD INDUSTRIES products is available HERE
SUPPORT:
Electroweld product manuals provide technical details on installation and commissioning. We can additionally provide remote support to your engineers for successful turn-up and commissioning of your machine. We can also provide a quote for on-site service if available in your country.
Please submit a Service Request using the following link:
You can also submit your Service Requests via email to service@electroweld.com
The TERMS & CONDITIONS for purchase of ELECTROWELD INDUSTRIES products is available HERE
Electroweld Industries
5, Hira Compound, R.C Marg, Chembur, Mumbai, INDIA - 400074
Call (India Office): +91 222 522 6180, +91-9702579330
Mobile/Whatsapp: +91-9820160332
Call (USA/Mexico Sales): +1 (214)-636-3048
Email: sales@electroweld.com
Drop us a line and we’ll get back to you as soon as possible
Contact Details:
Drop us a line via email or using the Contact form below and we will help find the best solution for your Welding Applications.

Electroweld Industries
5, Hira Compound, R.C Marg
Chembur, Mumbai, INDIA - 400074
Call (India Office): +91 222 522 6180, +91-9702579330
Mobile/Whatsapp: +91-9820160332
Call (USA/Mexico Sales): +1 (214)-636-3048
Email: sales@electroweld.com

Drop us a line and we’ll get back to you as soon as possible
